

Sistemas de extracción de polvo para el control de la contaminación del aire --- Fabricación saludable
Inicio / todos / Máquina de recubrimiento eléctrico/Sistema de pulverización de polvo / Máquina de pintura de recubrimiento en polvo manual, Máquinas de recubrimiento en polvo industriales para Metal-PaintGo 660
Categoría
- Extractor de humos láser
- Colector de polvo ciclónico
- Extractor de humos de soldadura / soldadura
- Colector de polvo de chorro de arena
- Sistema de recolección de polvo de metal
- Separador de polvo seco
- Aspiradora ATEX A Prueba De Explosivos-Neumática
- Scrubber mojado
- Equipo auxiliar de recogida de polvo
- Filtración sinterizada
- Ventilador centrífugo industrial
- Máquina de chorro de arena
- Sistema de filtro Bag In Bag Out
- Máquina de recubrimiento eléctrico/Sistema de pulverización de polvo
Máquina de pintura de recubrimiento en polvo manual, Máquinas de recubrimiento en polvo industriales para Metal-PaintGo 660

| participación | |
|---|---|
| Categoría | Máquina de recubrimiento eléctrico/Sistema de pulverización de polvo |
| English details | Manual Powder Coating Paint Machine, Industrial Powder Coating Machines for Metal-PaintGo 660 |
| Marca | ACMAN |
| Modelo | PaintGo-660 |
Información Detallada
Paintgo-660, agregue modo de pulso y 4 opciones preprogramadas para procesamiento: ¡ahorre un 20% de material en polvo!
Máquina de pintura de recubrimiento en polvo manual, Máquinas de recubrimiento en polvo industriales para Metal-PaintGo 660

Ventajas del equipo portátil de recubrimiento en polvo
1: 100KV Alto voltaje:
Beneficios: Mayor velocidad de recubrimiento, alta productividad
Beneficios: Mayor velocidad de recubrimiento, alta productividad
2: Electrodo de alto voltaje en la pistola pulverizadora:
Beneficios: hacer más polvo con iones, ahorrar materiales en polvo.
3: controlador avanzado:
Beneficios: Salida precisa de polvo, aumento de la tasa de utilización de energía bruta.
4: Boquilla de opciones múltiples:Súper Cascada
Beneficios: asegurando una perfecta atomización del polvo, mejorando la calidad de la superficie.
5: Modo de limpieza:
Beneficios: Cambio de color rápido, Material antiadherente
Beneficios: hacer más polvo con iones, ahorrar materiales en polvo.
3: controlador avanzado:
Beneficios: Salida precisa de polvo, aumento de la tasa de utilización de energía bruta.
4: Boquilla de opciones múltiples:Súper Cascada
Beneficios: asegurando una perfecta atomización del polvo, mejorando la calidad de la superficie.
5: Modo de limpieza:
Beneficios: Cambio de color rápido, Material antiadherente
Paintgo-660/¿En qué consiste la máquina de recubrimiento en polvo?

Controlador digital inteligente
1: carga de polvo de control: voltaje y corriente ajustables de 100 KV, monitores inteligentes para las condiciones de trabajo;
2:Paneles de control visual: voltaje, corriente, presión de aire de transporte, presión de aire suplementaria, presión de aire de enjuague.
Beneficios:
1: Velocidad de recubrimiento más rápida, alta productividad;
2:Paneles de control visual: voltaje, corriente, presión de aire de transporte, presión de aire suplementaria, presión de aire de enjuague.
Beneficios:
1: Velocidad de recubrimiento más rápida, alta productividad;
2: Ideal para polvos metálicos y difíciles;
3: potencia de salida precisa, ahorro de polvo;
4:Mejora de la calidad de la superficie;
4:Mejora de la calidad de la superficie;
5: mayor penetración de polvo
6: Seguridad: operación manual segura;
7: Máximo rendimiento de funcionamiento.
La diferencia entre PaintGo660 y PaintGo 500 es que el 660 agrega un modo de pulso ycuatro opciones preprogramadas para el procesamiento:
El modo de pulso podría permitir que la pistola agregue más carga eléctrica, lo que promoverá considerablemente la tasa de utilización de la pólvora y ahorrará costos.
6: Seguridad: operación manual segura;
7: Máximo rendimiento de funcionamiento.
La diferencia entre PaintGo660 y PaintGo 500 es que el 660 agrega un modo de pulso ycuatro opciones preprogramadas para el procesamiento:
El modo de pulso podría permitir que la pistola agregue más carga eléctrica, lo que promoverá considerablemente la tasa de utilización de la pólvora y ahorrará costos.
4 opciones preprogramadas:
1: Modo de repintado: tensión y corriente preprogramadas para el proceso de repintado;
2: Modo de esquina: ajuste preprogramado de voltaje y corriente para pieza de trabajo de esquina;
3: Modo plano: Ajuste preprogramado de voltaje y corriente para piezas de trabajo planas;
4: Modo de pulso: Recargue rápidamente el polvo cuando cambie los polvos;
1: Modo de repintado: tensión y corriente preprogramadas para el proceso de repintado;
2: Modo de esquina: ajuste preprogramado de voltaje y corriente para pieza de trabajo de esquina;
3: Modo plano: Ajuste preprogramado de voltaje y corriente para piezas de trabajo planas;
4: Modo de pulso: Recargue rápidamente el polvo cuando cambie los polvos;

Pistola en cascada de alto rendimiento
La pistola de recubrimiento de alto rendimiento patentada proporciona una excelente pulverización de polvo en cascada, y su electrodo de alto voltaje avanzado proporciona más iones en el polvo, lo que podría proporcionar una alta tasa de utilización de polvos.
Beneficios:
1: hacer más polvo con iones, ahorrar materiales en polvo.
1: hacer más polvo con iones, ahorrar materiales en polvo.
2: Hmayor eficiencia de transferencia de polvo, mayor eficiencia;
3: Perfecta distribución del polvo, Mayor calidad superficial.
4: El acoplamiento de liberación rápida para la manguera de polvo hace que el cambio de polvo sea más fácil y rápido.
4: El acoplamiento de liberación rápida para la manguera de polvo hace que el cambio de polvo sea más fácil y rápido.

Tolva de polvo+carro
Tamaño: Pr. 36 x Al. 52 cm; capacidad: 50 libras de polvo
La tolva de polvo cuenta con una construcción duradera de acero inoxidable para facilitar la limpieza y minimizar la contaminación.
La tolva de fluidificación hace que el polvo se fluidice por completo sin acumulación ni humedad absorbida.

bomba de polvo
Entrega más polvos a las pistolas de rociado usando menos aire comprimido, logrando una utilización eficiente del material y costos de consumo reducidos.
Un inyector de polvo enchufable que se puede desmontar sin necesidad de herramientas, lo que permite una limpieza y un mantenimiento rápidos.

Boquilla de pulverización de 3 tipos
asegurando una perfecta atomización y carga del polvo.
Material antiadherente, ideal para cambiar de color.
1: carga de polvo de control
2: Calidad superficial mejorada;
3: mayor penetración de polvo;
ACMAN PaintGo-660 podría evitar el efecto de piel de naranja y la retroionización
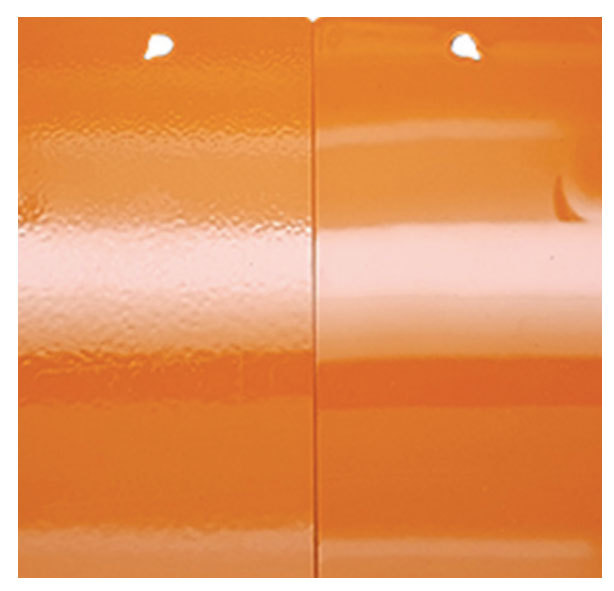
Sin efecto piel de naranja
Uno de los problemas de calidad más comunes con el recubrimiento en polvo es el efecto de “piel de naranja”. La piel de naranja se define como una textura desigual en productos de acabado liso. Se asemeja a la piel de los cítricos, de ahí el nombre de piel de naranja.
el de la izquierda es la capa de piel de naranja
Muchas cosas pueden causar defectos de piel de naranja. Aquí hay una lista de posibles causas comunes y lo que puede intentar solucionar:
el de la izquierda es la capa de piel de naranja
Muchas cosas pueden causar defectos de piel de naranja. Aquí hay una lista de posibles causas comunes y lo que puede intentar solucionar:
1: El ciclo de calentamiento de sus piezas es demasiado lento. En este caso, determine la curva de calentamiento y aumente en consecuencia. Las piezas con un alto espesor de pared son especialmente susceptibles.
2: La temperatura de su sustrato excede la temperatura de fusión, lo que provoca una acumulación excesiva de película. Pruebe a comprobar la temperatura del sustrato (el máximo debe ser 40 ºC/104 ºF). Si es más alta que la temperatura de fusión, aumente la fase de enfriamiento.
3: Ha habido un cambio en la distribución del tamaño de las partículas y la porción de polvo recuperado es demasiado alta. Para corregir, optimizar los resultados de depósito de las pistolas de polvo o aumentar los intervalos de elevación.
4: El grosor de su película es demasiado alto o demasiado bajo. Verifique los parámetros del sistema para determinar si este es el caso.
5: Los recubrimientos en polvo que se utilizan son incompatibles. Revise la cabina y consulte al fabricante del polvo para asegurarse de que este no sea el caso.
6: El polvo ha estado almacenado demasiado tiempo o ha reaccionado previamente. Para solucionar esto, verifique el tiempo de almacenamiento. Si el polvo es demasiado viejo, cámbielo por otro más fresco.
7: El voltaje que estás usando es demasiado alto. Para solucionar esto, optimice el voltaje o cambie a aplicaciones o pistolas de baja ionización. Las pistolas cargan partículas por contacto de fricción con el material dentro del cuerpo de la pistola, a diferencia de la carga de corona más utilizada, que utiliza la fuente de alimentación para cargar partículas. la carga proporciona una excelente aplicación de jaula de Faraday.
8: Estás viendo un grosor de pared desigual. Para corregir, optimice la temperatura del horno.
Está experimentando un efecto de ionización posterior. Intente reducir el voltaje o aumente la distancia entre la pieza de trabajo y la pistola.
9: La velocidad del aire en la entrada del horno podría ser demasiado alta. En este caso, reduzca la velocidad aerodinámica (no debe ser superior a 0,5 m/s o 1,5 ft/s) o cambie las guías de flujo de aire.
Las piezas están demasiado calientes cuando salen del horno de secado. Intente permitir un tiempo más frío (menos de 40 ºC/104 ºF para las piezas).
10: La temperatura de precalentamiento es demasiado alta. Esto se puede corregir bajando la temperatura de precalentamiento o dejando más tiempo para que se enfríe.
11: El flujo de polvo es demasiado alto. Demasiado correcto, baje la alimentación de polvo.
12: El tiempo de recubrimiento es demasiado largo. Demasiado correcto, baje el tiempo de recubrimiento.
13: La geometría de la pieza es difícil o desfavorable. En este caso, intente cambiar la configuración de suspensión o pistola.
14: La pistola y la pieza están demasiado juntas. Intente aumentar la distancia entre la pistola y la pieza.
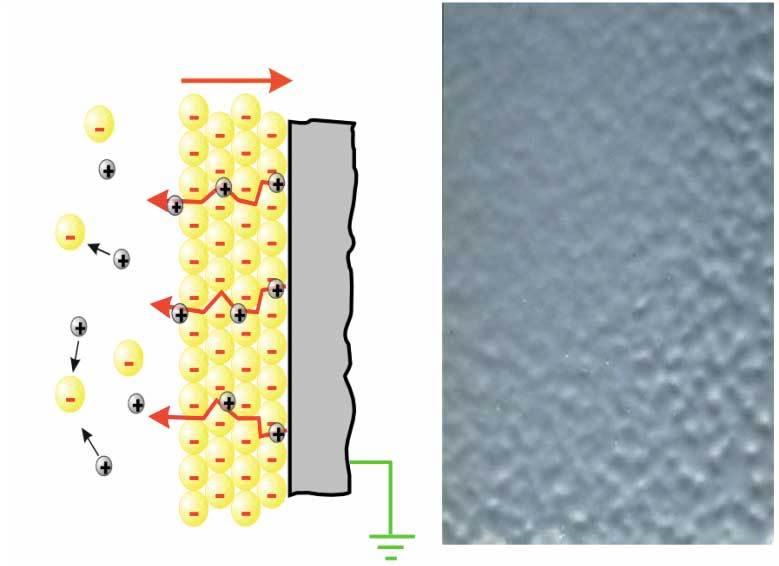
Ionización trasera
La ionización posterior es un problema en el recubrimiento en polvo que ocurre cuando las partículas de polvo no pueden encontrar un punto de conexión a tierra de la superficie de la pieza y, como resultado, se acumulan de manera desigual en otras partículas en la superficie de la pieza, esto a menudo se denomina "estrellado". o un “efecto de explosión de estrellas”. El efecto de retroionización es más típico cuando se aplica una segunda capa en una pieza, pero también puede ocurrir cuando se aplican las primeras capas.
Aquí hay algunos consejos sobre cómo evitar la ionización inversa:
Reduzca la configuración de voltaje: este es el paso más fácil para evitar la ionización inversa; sin embargo, siempre debe tener cuidado al reducir el voltaje (Kv), ya que puede causar más problemas, como una penetración y/o cobertura inaceptables. El equipo de recubrimiento en polvo tiene ajustes preestablecidos de fábrica que ajustan automáticamente el voltaje y la corriente para esta situación.
Recubrimiento desde una distancia adecuada: esta parece ser la razón más común por la que se produce la ionización inversa, cuando la pistola está demasiado cerca de la parte que se está recubriendo. Asegúrese de cubrir siempre desde la distancia adecuada y luego mantenga esa distancia en todo momento. Muchas veces esto se correlaciona directamente con la forma en que la pieza o piezas se cuelgan en el gancho/estantería de piezas. Asegúrese de que la pieza sea estable y no se balancee, ya que esto hace que sea casi imposible mantener la distancia de recubrimiento adecuada. En los casos en que la pistola deba mantenerse cerca de la pieza, es necesario ajustar la corriente para compensar esto. El equipo de recubrimiento en polvo también tiene una configuración de fábrica para esto.
Use un colector de iones: se puede usar un anillo de puesta a tierra o alguna otra forma de colector de iones como fuente de tierra para reducir el efecto de superficie rugosa. Estos se instalan justo detrás de la punta del electrodo y su propósito es capturar los iones no utilizados del proceso de carga que pueden causar una textura desigual al sobrecargar la superficie con polvo ya depositado.
Datos técnicos
Máquina de recubrimiento en polvo PaintGo-660 | |||
| Tensión de entrada de red | 220V | Frecuencia de operación | 50 Hz/60 Hz |
| Polvo | 50W | Voltaje de salida (a la pistola) | 0-100KV (ajustable) |
| Corriente de salida máxima (a la pistola) | 180UA (máx.) | Índice de IP | IP54 |
| Presión de entrada de datos neumáticos | Min6bar(87PSl)/max.10bar(145PSI) | Presión de entrada recomendada | 7 bares (1015PSI) |
Max. Contenido de vapor de agua del aire comprimido | 1,4 g/m3 | Max.Contenido de vapor de aceite del aire comprimido | 0,1 mg/m3 |
Consumo máximo de aire | 13,2 N·m3/H | Pulso T | 15-20 reloj/seg. |
Inyección máxima de polvo | 600g/min | Polaridad | Negativo |
Opciones: Agregar fluidificación

Motor de vibración para polvo fluidizante
Un motor vibratorio en el carro para fluidificar el polvo, asegurando que no haya acumulación de polvo ni humedad absorbida, alimenta el polvo de manera constante y suave.
El tipo de vibración no necesita contenedor de polvo, la tubería de succión podría aspirar el polvo directamente de las bolsas de polvo originales.
Por lo tanto, es adecuado para procesos de cambio de varios colores, lo que podría ahorrar tiempo de cambio.
La desventaja es que hay un poco de ruido por la vibración.
El tipo de vibración no necesita contenedor de polvo, la tubería de succión podría aspirar el polvo directamente de las bolsas de polvo originales.
Por lo tanto, es adecuado para procesos de cambio de varios colores, lo que podría ahorrar tiempo de cambio.
La desventaja es que hay un poco de ruido por la vibración.

wechat

+86 19550289881

Info@dustscrubber.com

+86 18768123711
Productos Relacionados






Escriba su mensaje por favor
- Móvil
- *Título
- *Contenido
¿Descuentos de amor? Suscríbete al boletín!
suscripción
Enviar Consulta
Escriba su mensaje por favor
- Móvil
- *Título
- *Contenido
Empresa
Categoría
- Extractor de humos láser
- Colector de polvo ciclónico
- Extractor de humos de soldadura / soldadura
- Colector de polvo de chorro de arena
- Sistema de recolección de polvo de metal
- Separador de polvo seco
- Aspiradora ATEX A Prueba De Explosivos-Neumática
- Scrubber mojado
- Equipo auxiliar de recogida de polvo
- Filtración sinterizada
- Ventilador centrífugo industrial
- Máquina de chorro de arena
- Sistema de filtro Bag In Bag Out
- Máquina de recubrimiento eléctrico/Sistema de pulverización de polvo
Web móvil
